鉴于昨天结尾有一点程序漏发了,今天特意来补上,

文章插图
例1(绝对)
%1008
N1 T0101
N2 M03 S400
N3 G00 X90Z20
【30个例子 数控车床编程基础指令 数控车床编程实例详解】N4 G00 X0 Z3
N5 G01 Z0 F0.1
N6 G03 X30 Z-15 R15
(N6 G03 X30 Z-15 I0 K-15)
N7 G01 Z-30
N8 X36
N9 G00 X90 Z20
N10 M05
N11 M30三、进刀和退刀方式
进刀时采用快速走刀接近工件切削起点附近的某个点,再改用切削进给,以减少空走刀的时间,提高加工效率 。
切削起点的确定与工件毛坯余量大小有关,应以刀具快速走到该点时刀尖不与工件发生碰撞为原则 。
退刀时,沿轮廓延长线工件退出至工件附近,再快速退刀 。一般先退X轴 , 后退Z轴 。

文章插图
四、 绝对编程与增量编程
数控编程通常都是按照组成图形的线段或圆弧的端点的坐标来进行的 。
绝对编程:指令轮廓终点相对于工件原点绝对坐标值的编程方式 。
增量编程:指令轮廓终点相对于轮廓起点坐标增量的编程方式 。
有些数控系统还可采用极坐标编程
绝 对 编 程 和 增 量 编 程
在越来越多车床中
X、Z表示绝对编程
U、W表示增量编程
允许同一程序段中二者混合使用
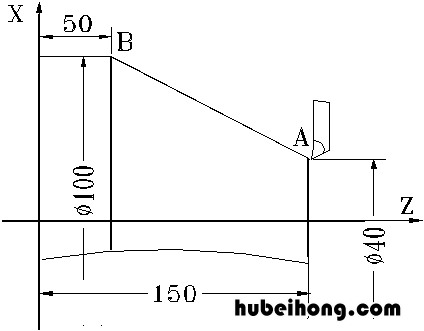
直线A→B ,可用:
绝对: G01 X100.0 Z50.0;
相对: G01 U60.0 W-100.0;
混用: G01 X100.0 W-100.0;
或 G01 U60.0 Z50.0;
文章插图
3、T 指令建立工件坐标系
越来越多的数控车床采用 T 指令建立工件坐标系 。
把对刀过程记录的坐标值以MDI方式输入到某刀偏表地址码中(如 01 地址号),则在编程中直接用指令 TXX01 即可自动按机床坐标系的绝对偏置坐标关系建立起工件坐标系 。
这种方式与 G54 预置的方式实质是一样的,只不过不用去记录和计算预置的 X、Z轴坐标,而是数控系统自动计算这两个值 。
二、有关单位设定
1、尺寸单位选择:
格式:G 20 英制输入制式 英寸输入
G 21 公制输入制式 毫米 输入 (默认)
2、进给速度单位的设定
每分钟进给 G98 :mm/min
每转进给 G99 :r/mm (默认)
以上均为模态指令,可互相注销.
刀具刀尖圆弧半径补偿G40、G41、G42指令
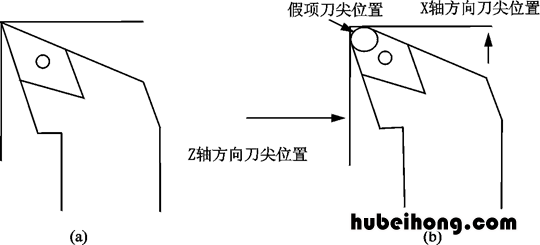
刀具半径和假想刀尖的概念 。
1)刀尖半径:即车刀刀尖部分为一圆弧构成假想圆的半径值,一般车刀均有刀尖半径,用于车外径或端面时,刀尖圆弧大小并不起作用,但用于车倒角、锥面或圆弧时 , 则会影响精度,因此在编制数控车削程序时,必须给予考虑 。
G40:取消刀具半径补偿
G41:刀具半径左补偿
G42: 刀具半径右补偿
注意:该指令写在G00或G01前面
文章插图
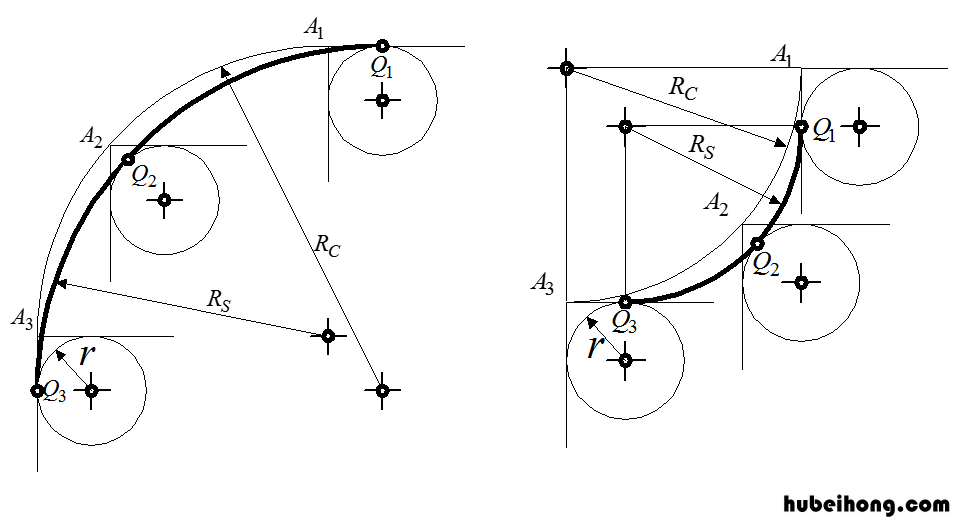
刀具圆弧半径误差实例
文章插图
一 。G41(左偏刀具半径补偿):刀具在工件的左侧,则用该指令补偿 。
二 。G42(右偏刀半径补偿):刀具在工件的右侧,则用该指令补偿,图3–16所示为根据刀具与零件的相对位置及刀具的运动方向选用G41或G42指令 。
总之,加工外径用G42, 加工内径用G41.

文章插图
假想刀尖的位置如下图

文章插图
N1 T0101
N2 M03 S400
N3 G00 X40 Z5
N4 G00 X0
N5 G01 G42Z0 F60
N6 G03 U24 W-24 R15
N7 G02 X26 Z-31 R5
N8 G01 Z-40
N9 G00 X30
N10 G40X40 Z5
N11 M30

文章插图
好的,大致内容以更新完毕 , 喜欢的朋友可以多多支持一下
- 数控车床车螺纹参数设置 数控车床车螺纹计算公式
- 快充对汽车有伤害吗 快充对车好吗
- 星恒锂电池 知乎 星恒锂电池技术
- 固态硬盘与普通硬盘需用分开分区吗 固态硬盘与普通硬盘的差别
- 贝店的东西质量怎么样,是正品吗? 贝店产品都是正品吗
- 大败局讲的是什么 大败局在线阅读
- 5g承载网的作用是 5g承载网络架构和技术方案
- 电动车充电器发出噪音 电动车充电时候充电器有噪音怎么办
- 电动车充电器噪音大有危险吗视频 电动车充电器噪音大有危险吗安全吗